
The method of improving the serpentine shape of water mark of plastic parts by mold structure
The method of improving the serpentine shape of water mark of plastic parts by mold structure
1. Product defect
There are serpentine and running water marks on the surface, as shown in the figure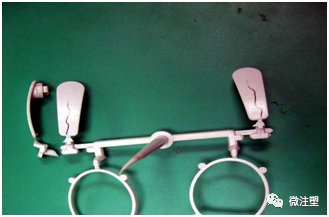
In the picture, the serpentine pattern and Qi pattern are drawn with strokes. The finished parts have high requirements for appearance, so they must be improved.
For those with surface texture, it seems to be scorched, and there is an obvious impression on the product surface. The red arrow points to areas with black marks and water marks.
It is difficult to improve this problem by adjusting the injection molding process. Through the direct mold structure modification, we can make some small changes to the mold structure, which brings the effect of simple and efficient production.
2. Causes and improvement methods
① Injection speed is too fast.
When the melt glue enters the cavity, it will produce serious eddy current, which will cause eddy current pattern. The speed can be reduced when adjusting the machine.
② The inlet is too thin or thin.
If the water inlet is too small or too thin, the injection speed of the melt glue into the mold cavity will be too fast, resulting in the injection pattern and air pattern, which is also the cause of the snake pattern. Whether the water inlet is too thin or too thin, such as less than 0.5mm or smaller.
③ The brighter the surface of the mold cavity, that is to say, the brighter the surface of the injection molding part, the more likely it is to produce gas lines.
If the injection molding part is too bright, slight air marks will appear.
④ If the temperature of melt glue or mold is too low, injection molding parts will produce spray lines caused by gel, accompanied by dumb gas lines.
There are many factors influencing the cause of formation analysis. We focus on the improvement of mold structure.
The first is direct feeding, and the second is to change to tape feeding. After changing to the second way, it can effectively help the shunting personnel to better adjust. Under the same conditions, this defect can be basically solved.
Figure 1 is the glue feeding mode before correction
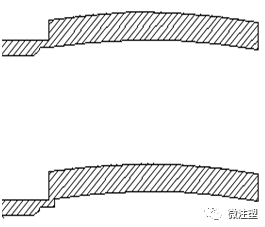
Figure 2 is a cross-sectional comparison of two types of glue injection
3. Comparative improvement effect
The picture is painted in black to improve the effect.
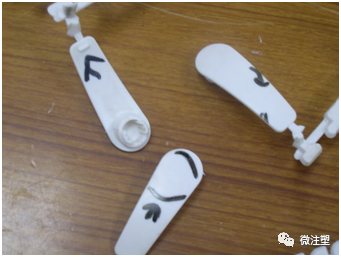
Pay attention to the position of rubber inlet with red arrow in the picture, and compare the effect after improvement.
These are accumulated experience in production practice, but injection molding products are ever-changing product structure, and the causes of defects are also affected by various factors. Therefore, in practice, we should analyze and deal with the specific problems of products.
4. In the actual production, because of the need of product structure design, it is not allowed to use the tape feeding mode (the unclean nozzle removal will affect the assembly), so the direct feeding mode must be used.
For example, how to solve the problem of the same air mark for plane products and transparent products.
In this case, it can be solved by adding an exhaust acupoint on the opposite side of the product at the feeding position.
See the following illustration:

It can be seen from the flow analysis that if there is no exhaust position after the complete molding of the moving direction of the adhesive coating, there will be air lines with water. Add an exhaust position, on the one hand, it can increase ejection at the exhaust position to help ejection balance in case of imbalance of product demoulding. Another function is to provide air exhaust and let plastic materials out of the product area. To improve the problem of difficult adjustment of the fusion line.
5. The difference of injection production efficiency lies in how to improve the production capacity and yield with the optimal scheme. Realize the fool type production mode, reduce the requirements for the adjustment and machine performance, and use ordinary machines to achieve products that can only be completed by precision machines.
The responsibility of Injection Molding Engineer PE is how to improve the product structure, mold structure and injection molding process to help the injection molding process to be simple and efficient.




